







Stroj na ocelové trubky ERW325x14;ZTFIV;ZTZG
Popis
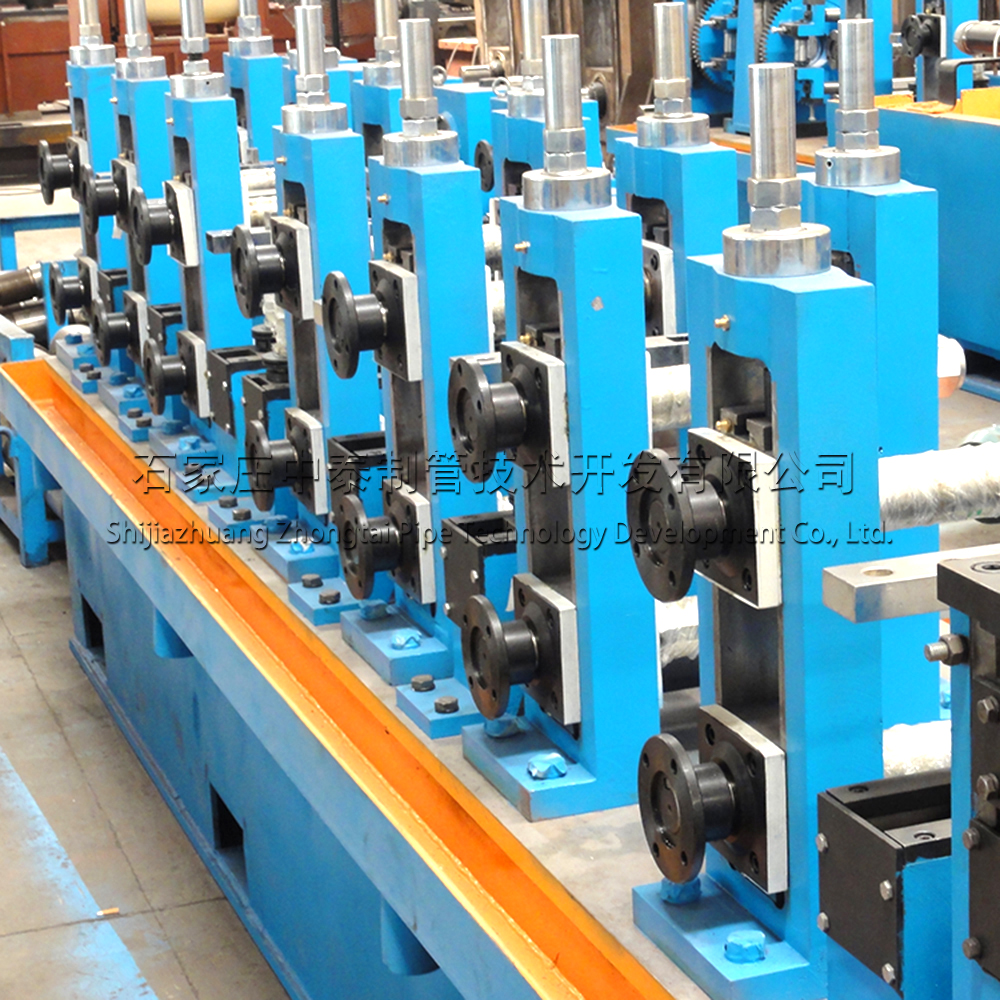
Trubková trať ERW se také nazývá vysokofrekvenční podélně svařovaná výrobní linka trubek. Vhodnými materiály jsou za tepla nebo za studena válcované pásy, jako je například hladká uhlíková ocel a vysokopevnostní ocel atd.
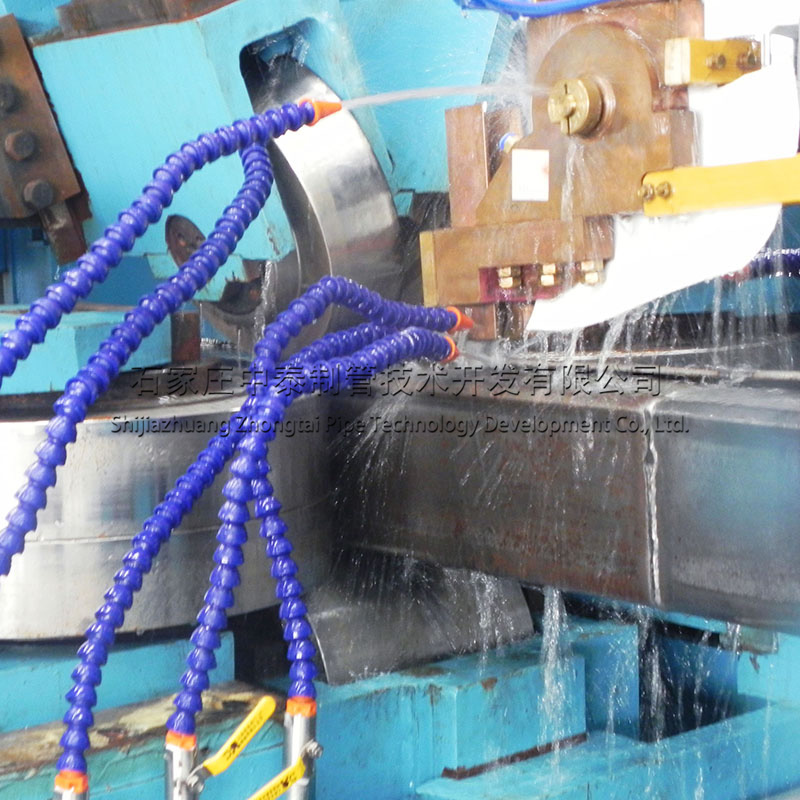
Pásová ocel je odvíjena odvíječkou a po průchodu tupým svařovacím strojem vstupuje do akumulátoru. Pásová ocel je protlačována válci a rozdělena na dvě části: rozřezávací sekci a sekci s jemným průchodem. Po vysokofrekvenčním indukčním svařování a dimenzování se vyrobí požadovaná délka trubky, která se odřízne letmou pilou a nakonec se ocelové trubky stohují a balí. Tato výrobní linka je kompletní výrobní linkou pro kontinuální svařování ocelových pásů do trubek.složeno převážně z odvíječ, nůžky a koncové svářečky, akumulátor, tvarovací a kalibrační stroj, VF svářečka, létající pila, stohovací a balicí stroj.
Pokud existují speciální účely nebo požadavky na ocelové trubky, je nutné přidat zkušební zařízení, jako je hydraulický zkušební stroj, středofrekvenční žíhací stroj, ultrazvukový defektoskopický stroj atd.


Výrobní linka na vysokofrekvenční svařované trubky se používá hlavně pro kontinuální výrobu rovných svařovaných trubek. Používá vysokofrekvenční indukční svařování, které umožňuje výrobu nejen kulatých trubek, ale i odpovídajících čtvercových trubek a trubek speciálních tvarů. Vysokofrekvenční svařovací stroj na trubky se používá hlavně k výrobě různých železných trubek, stavebních trubek, konstrukčních trubek, vodovodních trubek, ropných trubek, trubek API a tak dále.
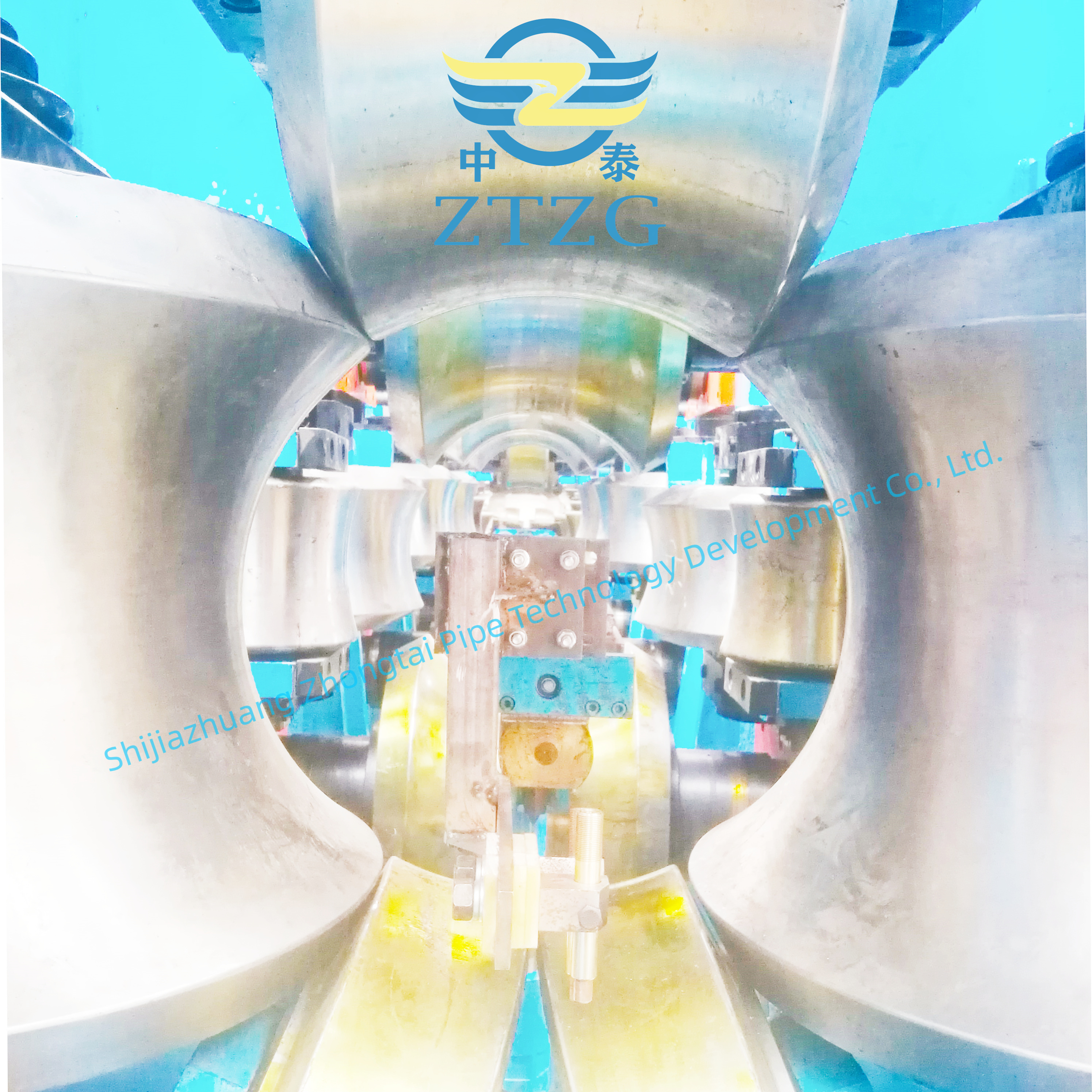
Ttechnický tok
Posun nahoru → Odvíjení → Smyk a svařování → Spirálový akumulátor → Tváření → VF indukční svařování → Odstraňování vnějších otřepů → Chlazení → Dimenzování → Letmá pila → Výsuvný stůl → Kontrola → Balení → Sklad
Fproces formování
| Kulatá trubka | Proces tváření za studena válcováním | Dobrý design válečků |
| Proces formování ZTF | Ušetřete alespoň 60 % nákladů na válec díky elektrickému ovládání Číst dále | |
| Sčtvereca obdélníková trubka
| Obecný proces zaoblení na čtverec | Stabilní proces tváření |
| Kolo-to-náměstí s turskou hlavou | Dobrá kvalita potrubí | |
| Proces příméhonáměstí-to-náměstí(DSS) | OSada válců dokáže vyrobit všechny druhy trubek s elektrickým ovládáním a automatickým nastavením Číst dále |
Základní technické informace o výrobní lince svařovaných trubek
| Produkt a výtěžek | Kulaté potrubí | 140mm-325Tloušťka v mm:4.0mm-12,7mm |
| Čtvercová a obdélníková trubka | 90mm×90mm -250mm×250Tloušťka v mm:4.0mm-12.0mm | |
| Délka | 6mTolerance délky -12 m: ±3 mm | |
| Rychlost výroby | 40m/min | |
| Výrobní kapacita | 55,000 tun/rok | |
| Spotřeba | Instalovaná kapacita mlýna | 430 kW |
| Plocha čáry | 130m (délka) ×11m (šířka) | |
| Pracovník | 6–8 pracovníků | |
| Surovina | Materiál | Cívka z uhlíkové oceli Q235B (ASTM GR)·D,σ§ 230) |
| Šířka | 440mm-1025Tloušťka v mm:4.0mm-12,7mm | |
| ID cívky | 610-700 mm | |
| Vnější průměr cívky | Max2000 mm | |
| Hmotnost cívky | 15,0 t |
Výhoda
Výhody zařízení:
Při výrobě kulatých trubek lze využít techniku tváření ZTF
Při výrobě čtvercových a obdélníkových trubek lze využít techniku přímého řezu čtverec-čtverec (DSS)
Produkty:trubky pro architektonické konstrukce, trubky API, trubky pro základy věží, ocelové trubky pro automobilové nosníky a další produkty.
Více produktů



| LINKA NA VÝROBU TRUBEK ERW | |||||
| Model | Rkulatá trubka mm | Náměstítrubka mm | Tloušťka mm | Pracovní rychlost m/min | |
| ERW20 | Ф8–Ф20 | 6x6-15×15 | 0,3–1,5 | 120 | Číst dále |
| ERW32 | Ф10–Ф32 | 10×10–25×25 | 0,5–2,0 | 120 | |
| ERW50 | F20-F50 | 15×15–40×40 | 0,8–3,0 | 120 | |
| ERW76 | Ф32-Ф76 | 25×25–60×60 | 1,2–4,0 | 120 | |
| ERW89 | Ф42-Ф89 | 35×35–70×70 | 1,5–4,5 | 110 | |
| ERW114 | Ф48-Ф114 | 40×40–90×90 | 1,5–4,5 | 65 | |
| ERW140 | F60-F140 | 50×50–110×110 | 2,0–5,0 | 60 | |
| ERW165 | Ф76-Ф165 | 60×60–130×130 | 2,0–6,0 | 50 | |
| ERW219 | Ф89-Ф219 | 70×70–170×170 | 2,0–8,0 | 50 | |
| ERW273 | Ф114-Ф273 | 90×90–210×210 | 3,0–10,0 | 45 | |
| ERW325 | Ф140-Ф325 | 110×110–250×250 | 4,0–12,7 | 40 | |
| ERW377 | Ф165-Ф377 | 130×130–280×280 | 4,0–14,0 | 35 | |
| ERW406 | Ф219-Ф406 | 170×170–330×330 | 6,0–16,0 | 30 | |
| ERW508 | Ф273-Ф508 | 210×210–400×400 | 6,0–18,0 | 25 | Číst dále |
| ERW660 | Ф325-Ф660 | 250×250–500×500 | 6,0–20,0 | 20 | Číst dále |
| ERW720 | Ф355-Ф720 | 300×300–600×600 | 6,0–22,0 | 20 | Číst dále |
| VÝROBNÍ LINKA NA NEREZOVÉ TRUBKY | |||||
| Model | Rkulatá trubka mm | Náměstítrubka mm | Tloušťka mm | Pracovní rychlost m/min | |
| SS25 | Ф6-Ф25 | 5×5–20×20 | 0,2–0,8 | 10 | Číst dále |
| SS32 | Ф6-Ф32 | 5×5–25×25 | 0,2–1,0 | 10 | Číst dále |
| SS51 | Ф9-Ф51 | 7×7–40×40 | 0,2–1,5 | 10 | Číst dále |
| SS64 | Ф12-Ф64 | 10×10–50×50 | 0,3–2,0 | 10 | Číst dále |
| SS76 | Ф25-Ф76 | 20×20–60×60 | 0,3–2,0 | 10 | Číst dále |
| SS114 | Ф38-Ф114 | 30×30–90×90 | 0,4–2,5 | 10 | Číst dále |
| SS168 | Ф76-Ф168 | 60×60–130×130 | 1,0–3,5 | 10 | Číst dále |
| SS219 | Ф114-Ф219 | 90×90–170×170 | 1,0–4,0 | 10 | Číst dále |
| SS325 | Ф219-Ф325 | 170×170–250×250 | 2,0–8,0 | 3 | Číst dále |
| SS426 | Ф219-Ф426 | 170×170–330×330 | 3,0–10,0 | 3 | Číst dále |
| SS508 | Ф273-Ф508 | 210×210–400×400 | 4,0–12,0 | 3 | Číst dále |
| SS862 | Ф508-Ф862 | 400×400–600×600 | 6,0–16,0 | 2 | Číst dále |
SouvisejícíPRODUKTY
-

Trubková mlýnaERW114 HF Výrobce rovných svařovaných trubek...
-

Trubka pro přepravu ropy a plynu (API) φ140×7...
-

φ219×10 Potrubí pro přepravu ropy a plynu (API)...
-

Trubkový mlýn φ165×8 Doprava ropy a plynu ...
-

Stroj na ocelové trubky ERW273x12.7;ZTFIV;ZTZG
-

Válce pro tváření trubek ERW
-

Trubkový mlýn 200x200x8 Přímý čtvercový tvářecí stroj na trubky...




