









Výrobce stroje na výrobu ocelových trubek
Jsme odhodláni být předním a cenově efektivním výrobcem v čínském průmyslu potrubních zařízení. V souladu se zásadou „založeno na integritě a orientováno na zákazníka“ poskytujeme našim klientům zakázková konstrukční řešení, která splňují rozmanité potřeby trhu. Srdečně vítáme klienty z domova i ze zahraničí, aby nás navštívili a prodiskutovali spolupráci pro vzájemný rozvoj!


Popis
ERW (elektrické odporové svařování)TrubiceMlýnse také nazýváVýrobní linka na vysokofrekvenční podélně svařované trubkyVhodné materiály jsou za tepla nebo za studena válcované pásy ve svitcích, jako je například obyčejná uhlíková ocel a vysokopevnostní ocel atd.
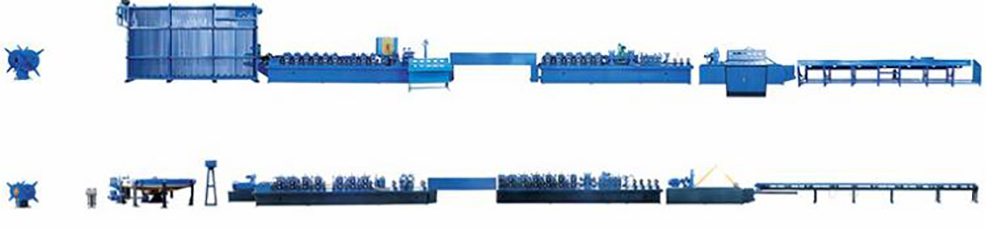
Pásová ocel je odvíjena odvíječkou a po průchodu tupým svařovacím strojem vstupuje do akumulátoru. Pásová ocel je protlačována válci a rozdělena na dvě části: rozřezávací sekci a sekci s jemným průchodem. Po vysokofrekvenčním indukčním svařování a dimenzování se vyrobí požadovaná délka trubky, která se odřízne letmou pilou a nakonec se ocelové trubky stohují a balí. Tato výrobní linka je kompletní výrobní linkou pro kontinuální svařování ocelových pásů do trubek.složený převážně z odvíječe,nůžky a koncové svářečky,akumulátor,tvarovací a kalibrační stroj,VF svářečka,létající pila,stohovací a balicí stroj.
Pokud existují speciální účely nebo požadavky na ocelové trubky, je nutné přidat zkušební zařízení, jako je hydraulický zkušební stroj, středofrekvenční žíhací stroj, ultrazvukový defektoskopický stroj atd.
Proces výroby ocelových trubek:
Posun nahoru → Odvíjení → Smyk a svařování → Akumulátor → Tváření → VF indukční svařování → Odstraňování vnějších otřepů → Chlazení → Dimenzování → Letmá pila → Výběhový stůl → Kontrola → Balení → Sklad
Vlastnosti:
1. Vhodné pro zpracování trubek z GI, uhlíkové oceli a černé oceli atd.
2. S tímto zařízením lze vyrábět kulaté a obdélníkové trubky
3. Rychlost výroby může dosáhnout až 120 m/min
4. Tolerance chyby průměru je v rozmezí 0,5/100 vnějšího průměru trubky
| LINKA NA VÝROBU TRUBEK ERW | |||||
| Model | Rkulatá trubka mm | Náměstítrubka mm | Tloušťka mm | Pracovní rychlost m/min | |
| ERW20 | Ф8–Ф20 | 6x6-15×15 | 0,3–1,5 | 120 | Číst dále |
| ERW32 | Ф10–Ф32 | 10×10–25×25 | 0,5–2,0 | 120 | |
| ERW50 | F20-F50 | 15×15–40×40 | 0,8–3,0 | 120 | |
| ERW76 | Ф32-Ф76 | 25×25–60×60 | 1,2–4,0 | 120 | |
| ERW89 | Ф42-Ф89 | 35×35–70×70 | 1,5–4,5 | 110 | |
| ERW114 | Ф48-Ф114 | 40×40–90×90 | 1,5–4,5 | 65 | |
| ERW140 | F60-F140 | 50×50–110×110 | 2,0–5,0 | 60 | |
| ERW165 | Ф76-Ф165 | 60×60–130×130 | 2,0–6,0 | 50 | |
| ERW219 | Ф89-Ф219 | 70×70–170×170 | 2,0–8,0 | 50 | |
| ERW273 | Ф114-Ф273 | 90×90–210×210 | 3,0–10,0 | 45 | |
| ERW325 | Ф140-Ф325 | 110×110–250×250 | 4,0–12,7 | 40 | |
| ERW377 | Ф165-Ф377 | 130×130–280×280 | 4,0–14,0 | 35 | |
| ERW406 | Ф219-Ф406 | 170×170–330×330 | 6,0–16,0 | 30 | |
| ERW508 | Ф273-Ф508 | 210×210–400×400 | 6,0–18,0 | 25 | Číst dále |
| ERW660 | Ф325-Ф660 | 250×250–500×500 | 6,0–20,0 | 20 | Číst dále |
| ERW720 | Ф355-Ф720 | 300×300–600×600 | 6,0–22,0 | 20 | Číst dále |
| VÝROBNÍ LINKA NA NEREZOVÉ TRUBKY | |||||
| Model | Rkulatá trubka mm | Náměstítrubka mm | Tloušťka mm | Pracovní rychlost m/min | |
| SS25 | Ф6-Ф25 | 5×5–20×20 | 0,2–0,8 | 10 | Číst dále |
| SS32 | Ф6-Ф32 | 5×5–25×25 | 0,2–1,0 | 10 | Číst dále |
| SS51 | Ф9-Ф51 | 7×7–40×40 | 0,2–1,5 | 10 | Číst dále |
| SS64 | Ф12-Ф64 | 10×10–50×50 | 0,3–2,0 | 10 | Číst dále |
| SS76 | Ф25-Ф76 | 20×20–60×60 | 0,3–2,0 | 10 | Číst dále |
| SS114 | Ф38-Ф114 | 30×30–90×90 | 0,4–2,5 | 10 | Číst dále |
| SS168 | Ф76-Ф168 | 60×60–130×130 | 1,0–3,5 | 10 | Číst dále |
| SS219 | Ф114-Ф219 | 90×90–170×170 | 1,0–4,0 | 10 | Číst dále |
| SS325 | Ф219-Ф325 | 170×170–250×250 | 2,0–8,0 | 3 | Číst dále |
| SS426 | Ф219-Ф426 | 170×170–330×330 | 3,0–10,0 | 3 | Číst dále |
| SS508 | Ф273-Ф508 | 210×210–400×400 | 4,0–12,0 | 3 | Číst dále |
| SS862 | Ф508-Ф862 | 400×400–600×600 | 6,0–16,0 | 2 | Číst dále |
SouvisejícíPRODUKTY
-

Trubkový mlýn 200x200x8 Přímý čtvercový tvářecí stroj na trubky...
-

Trubková mlýnice s kulatým a čtvercovým profilem s válcováním (XZTF)
-

70x70x5 Tvářecí lis na trubky ERW s tureckým profilem
-

Výrobní linka na rovné svařované trubky ERW32 HF
-

Výrobní linka na rovné svařované trubky ERW76 HF
-

Výrobní linka na rovné svařované trubky ERW89 HF
-

Víceválcová rychlospínací trubková mlýna ERW




